



喷涂生产车间现有一台喷漆房,喷漆作业为不连续作业,上班时间6h/day,20day/m,油漆消耗量为50kg/day.喷漆房采用上送风下抽风,送风量为40000m/h,废气排风量设计为:42000m3/h;排风量略大于送风量,使喷漆房内保持一定的负压,保证废气不外溢。
油漆在高压作用下雾化成微粒,但在喷枪喷涂时油漆是不能全部到达喷漆物表面的,这部分油漆颗粒随气流行成漆雾。为了改善车间工人工作环境和达到环保要求,须对漆雾进行治理达标排放。干式漆雾过滤器是漆雾净化最理想的设备。
漆雾过滤器选用目前净化效率最高的干式过滤材料,这种干式过滤材料是根据漆雾净化的特点专业开发出来的,它由玻璃纤维多层复合而成,密度随着厚度逐渐增大,后面用一层不一样的材质起支撑作用,具有高效、容量大、运行的成本低、阻燃等特点。而且干式过滤材料容易清理、更换,过滤材料吸尘清理后可重复多次使用。
油漆废气通过漆雾过滤器时,过滤材料的多层纤维对漆雾粒子进行拦截、碰撞、吸收等作用,将漆雾粒子容纳在其中,达到漆雾净化的目的。
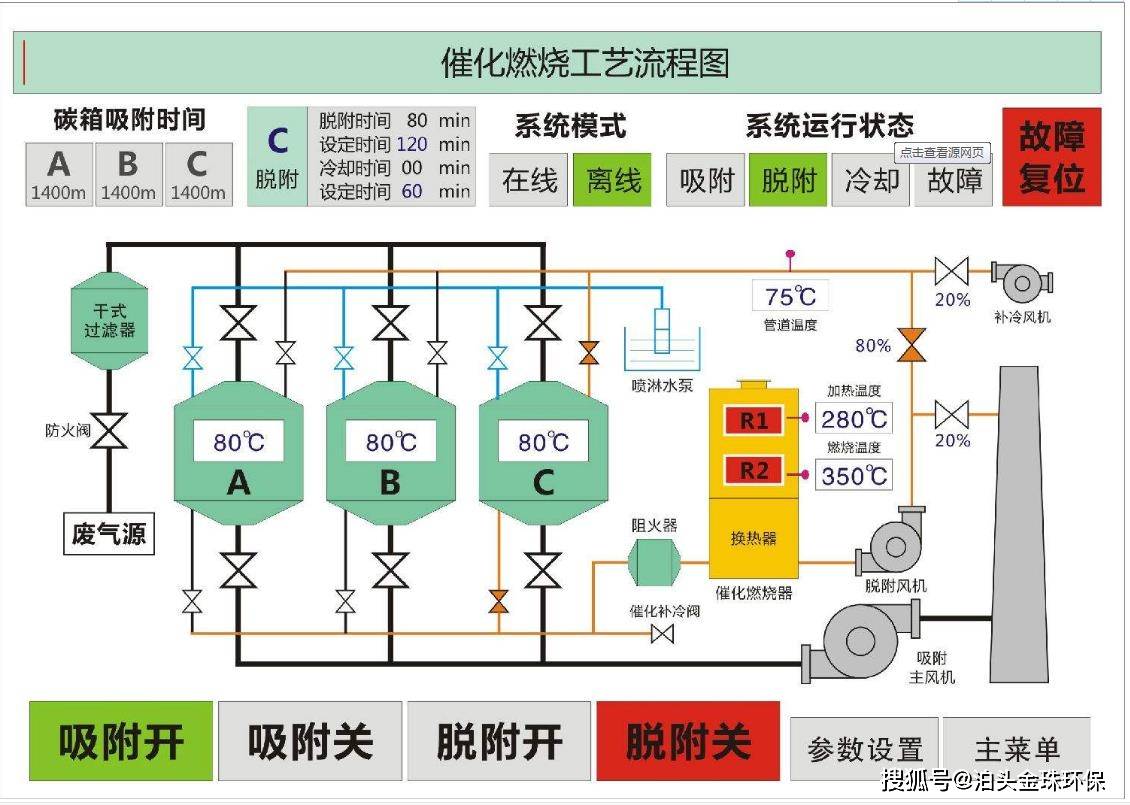
活性炭吸附脱附催化燃烧采用活性炭吸附、热气流脱附和催化燃烧三种组合工艺净化有机废气分三个工作过程。第一:利用活性炭多微孔及巨大的表面张力等特性将废气中的有机溶剂吸附,废气经离心式风机后达标排放。第二:活性炭吸附饱和后,按一定浓缩比把吸附在活性炭上有机溶剂用热气流脱出并送往三元催化。第三:进入三元催化的高浓度有机废气经过进一步加热后,在催化剂的作用下迅速将有机废气分子异味气体分解,转化成二氧化碳和水。
A.吸附现象是发生在两个不同相界面的现象,吸附过程就是在界面上的扩散过程,是发生在固体表面的吸附,这是由于固体表面存在着剩余的吸引力而引起的。吸附可分为物理吸附和化学吸附:物理吸附亦称范德华吸附,是由于吸附剂与吸附质分子之间的静电力或范德华引力导致物理吸附引起的,当固体和气体之间的分子引力大于气体分子之间的引力时,即使气体的压力小于与操作温度相对应的饱和蒸气压,气体分子也会冷凝在固体表面上,物理吸附是一种放热过程。化学吸附亦称活性吸附,是由于吸附剂表面与吸附质分子间的化学反应力导致化学吸附,它涉及分子中化学键的破坏和重新结合,因此,化学吸附过程的吸附热较物理吸附过程大。在吸附过程中,物理吸附和化学吸附之间没有严格的界限,同一物质在较低温度下有几率发生物理吸附,而在较高温度下往往是化学吸附。活性炭纤维吸附以物理吸附为主,但由于表面活性剂的存在,也有一定的化学吸附作用。
(4)对分子量大和沸点高的化合的的吸附总是高于分子量小和沸点低的化合物的吸附。
吸附箱采用碳钢+保温层制作,外涂油漆,内部装有一定量的活性炭,并设置高温检测装置,当含有机物的废气经风机的作用,经过活性炭吸附层(整齐堆放),有机物质被活性炭特有的作用力截留在其内部,洁净气体排出;经过一段时间后,活性炭达到饱和状态时,停止吸附,此时有机物已被浓缩在活性炭内,可通过风闸切换连入脱附装置脱附。
催化燃烧是典型的气-固相催化反应,其实质是活性氧参与的深度氧化作用。在催化燃烧过程中,催化剂的作用是降低活化能,同时催化剂表面具有吸附作用,使反应物分子富集于表面提高了反应速率,加快了反应的进行。借助催化剂可使有机废气在较低的起燃温度条件下,发生无焰燃烧,并氧化分解为CO:和HO,同时放出大量热能,进而达到去除废气中的有害物的方法。
在将废气进行催化燃烧的过程中,废气经管道由风机送入热交换器,将废气加热到催化燃烧所需要的起始温度。经过预热的废气,通过催化剂层使之燃烧。由于催化剂的存在,催化燃烧法废气燃烧的起始温度约为250-300℃,大大低于直接燃烧法的燃烧温度650-800℃,因此能耗远比直接燃烧法为低。
1.直排口——废气源应留有此直接排放管路,用阀门控制,必要时使废气直接放空(如净化器检修时或废气浓度较低时直接排空):
5.防爆器——为模片泄压孔式,当设备正常运行发生意外事故时,可及时裂开泄压,防止意外事故发生:
运行过程:设备开机后,设备按照程序进行预清扫工作,然后由电加热器对催化剂加热,当电加热器达到设定预热温度时,(催化剂起燃温度一般为200-300℃),废气进风阀门打开,设备进入正常工作状态。
由于有机废气在催化剂的作用下,会产生大量的热能,随着反应热能的不断产生以及电加热器的加热,使废气温度逐渐达到催化剂所需的起燃温度。
电加热器是采用电加热管、分组加热的方式,共有六组,系统能根据废气温度来切换六组电加热。设备是采用气动阀门来PLC自动控制。
2.能耗低:设备启动,仅需15~40分钟升温至起燃温度(有机废气浓度高时),运行耗能仅为风机功率。
3.安全可靠:设备配有阻火除尘系统、防爆泄压系统、超温报警系统及先进的自控系统。
4.阻力小、净化效率高:使用先进的贵金属钯、铂浸渍的蜂窝陶瓷催化剂,常规使用的寿命长:催化剂一般3年(正常工作状态下)更换,并且载体可再生。
废气处理设备各自带有配套完善的控制管理系统。其控制的供货系统中包括了废气处理设备自动运行必须的控制仪表设备和元器件等部件,可保证废气处理设备在无需人工操作情况下,都能满足24小时全自动连续运行原则(也可间隙式运行),并具有安全有效正常运行所必需的控制和保护功能。控制管理系统还可保证设备单独运转或联动运转。各设备间的联动联锁由电控柜内部完成。
控制电控柜单套废气处理设备配置1套现场电控柜,废气处理设备电控柜与设备配套提供,电控柜集配电和控制功能一体,具有对总系统用电设备的供配电、电气保护、控制及显示、报警等功能。
系统安装停电保护、过载保护、线路故障保护和误操作等安全保护设施,所有电气设备均可靠接地,保证系统在特殊状态下的安全性(在相对湿度80%,电器回路绝缘电阻不小于24兆欧),电气连线外有金属软管保护。作业线设备大功率电机变频控制,启动时不会对供电系统造成冲击。
4.1、系统安装停电保护、过载保护、线路故障保护和误操作等安全保护设施,所有电气设备均可靠接地,保证系统在特殊状态下的安全性(在相对湿度80%,电器回路绝缘电阻不小于24兆欧,电气连线外有金属软管保护)。
4.2、系统设有保护接地控制管理系统的接地分为两部分:保护地(交流地)和屏蔽地(直流地)。控制管理系统接地的目的是为了当进入控制管理系统的信号、供电电源或设备本身出现一些明显的异常问题时,有效地接地系统可承受过载电流,并迅速将其导入大地,为系统提供屏层,消除电子噪声干扰,为整个控制管理系统提供公共信号参考点。有效地接地系统的保护有两方面:人员保护和设备保护。当接地系统发生问题时,可造成人员的触电伤害,设备着火损失。
电控柜元器件的技术性能电控柜内电气元件选用知名品牌的产品。全部电气元件都符合中国国家现行标准(GB)。所有低压电器元件含断路器,接触器,热继电器、控制继电器,转换开关,按钮指示灯等,其型号规格及安装方法都具有互换性。
活性炭更换周期为2年,更换费用约5.76万元/次,平均每月2400元/月:
- 上一篇: 喷漆房废气处理设备产品
- 下一篇: 喷漆产生的废气对环境造成污染?
